Bulk Properties
Bulk properties are not a direct measurement of flowability or shear, but nevertheless influence process performance and product attributes. The FT4 Powder Rheometer® measures three types of bulk powder properties: -
Density
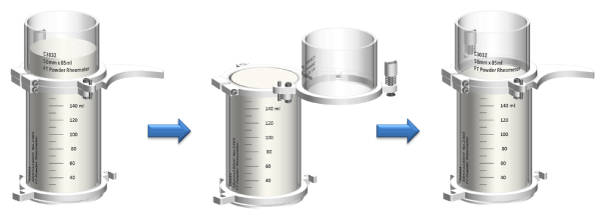
Density defines the relationship between mass and volume. In principle this seems a simple concept, but the nature of powders means that their packing structure can change easily and significantly. Therefore when defining density, it is essential to ensure the packing state is well known and can be reproduced. This is achieved on the FT4 using a Conditioning cycle. When combined with other features such as the built in balance and Split Vessels, which allow a precise volume to be attained, the Conditioned Bulk Density can be measured with unprecedented levels of accuracy.

Compressibility
The measurement of Compressibility is achieved by applying increasing levels of compressive force with a piston to a conditioned powder and measuring the change in volume as a function of the applied load. The Vented Piston ensures that air trapped within the powder is able to readily escape, and the high resolution of the position measurement system allows for precise definition of Compressibility, expressed as a percentage change in volume for a given applied normal stress.
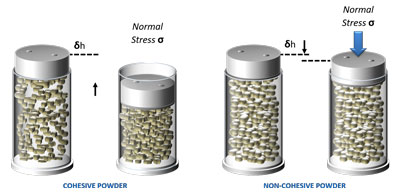
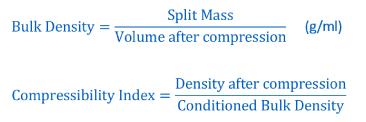
Compressibility = percentage change in volume after compression (%)
Alternatively this data can be represented as a Compressibility Index or as Bulk Density, both as a function of applied normal stress.
Permeability
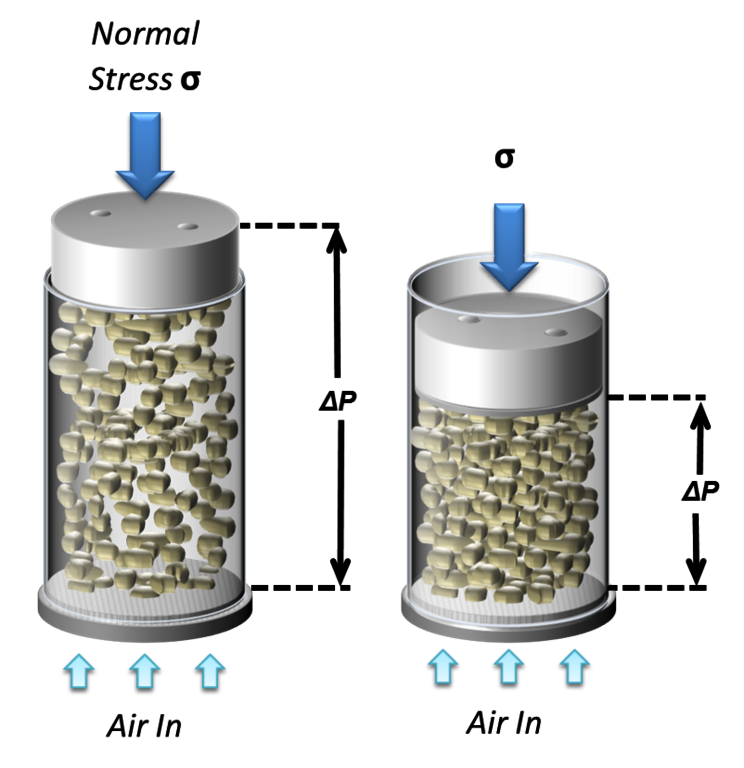
Permeability is a measure of the powder’s resistance to air flow. Not to be confused with an Aeration test, this method utilises the vented piston to constrain the powder column under a range of applied normal stresses, whilst air is passed through the powder column. The relative difference in air pressure between the bottom and the top of the powder column is a function of the powder’s permeability. Tests can be completed under a range of normal stresses and air flow rates.
This important material property is relevant in many applications, including tabletting and filling, for example. In a tabletting process, the efficiency of air removal during the compression step will influence the mechanical properties of the compact, and should air be retained within the tablet due to low powder permeability, capping or lamination may occur. Within a filling application, the ability of the air to “back flow” out of the die or container through the powder as it enters depends on the bulk permeability and this will influence fill rate and fill consistency. Whilst permeability is a relatively simple bulk property, it is important in many processes and applications and should be accurately measured.